





You are here: okdia.org > technical > technical manual > building guide
Technical Manual
Building Guide
by Trevor Gore
Introduction
To be reading this, you must be considering building an OK Dinghy. One may suppose that you are doing this for one of three reasons:
- It is cheaper than buying a new boat.
- You can build one to a better specification than a professional.
- You like working in wood.
Of these, (iii) is a necessity; this guide will not tell you how to do (ii); and it will cost you a lot more than you think.
These notes are intended as a guide to building a straight basic boat that is structurally sound and in its finished state will be marginally below minimum weight. Basic woodworking skills, very basic engineering and a lot of common sense are assumed. You are strongly recommended to read a text on the building of hard chine boats, but try not to get involve in traditional boat building or stitch and glue types of manuals. If you cannot find such a manual locally, Bell Woodworking sell an admittedly dated manual on boat building based on the construction of a GP 14, but much of it is still very relevant. On the whole, these books tend to present an over-complicated picture, but do not despair, it is really quite simple.
Much of the secret of success lies in being well prepared. You should never find yourself in an unexpected situation, so study the PLANS, the CLASS RULES and the MEASUREMENT INSTRUCTIONS, including any new rules that may come into force before the boat is presented for measurement. Think ahead and make sure you know how every job will finish before you start it. Read and understand these notes completely before beginning.
Do remember that you are building an International Class Racing Dinghy to quite close tolerance and that it will only be allowed to race if it conforms to the prescribed measurements. If you make a mistake and your boat is the wrong shape, you will have to alter it or all your effort and cost will have been wasted. Within the tolerances, you can adjust the boat to get it fair. It is not difficult provided that you take care and NEVER take a dimension for granted. Keep measuring and checking your measurements all the time as you work.
The plans and measurement diagram show how the boat is set up and measured and if you build it exactly in this way, you should have no difficulty in checking the measurements as you go. If you have any problem that worries you, seek advice. Look at other OKs and see how they are constructed. The Class Measurers will always be willing to assist you on problems of rule interpretation and the Class Association's Technical Representative is there to advise and assist you in all matters affecting your boat. If he does not know the answer, he will endeavour to find it for you.
Tools
Good tools save much time and frustration. The following ought to be of good quality and should be considered absolutely necessary:
A 5 metre tape; a 300mm steel rule; a large set square; a try square; a plumb bob and line and a large ACCURATE builders spirit level.
An electric drill; a jig saw attachment with a selection of blades; a Stanley plane (No. 5); 2 screwdrivers; a spoke shave; 25mm and 6mm chisels; mallet and hammer.
Glue pot and good glue brush.
As many cramps as you can lay your hands on.
It is unlikely that you will have any wood in the boat of a dimension that a good jig saw won't cut. These are very versatile tools.
Optional tools
It is possible to build the boat without these tools, but they help make many jobs much easier.
Small Bullnosed plane (helps when fitting the bottom panels); 16mm chisel (joint cutting); Plunging router (speeds many joint cutting operations); orbital sander (speeds finishing).
Materials
3 sheets 8 ft x 4 ft 6mm, Max. Weight 10 kg/sheet (for hull shell)
3 sheets 8ft x 4 ft 5mm, Max. Weight 8.5 kg/sheet (for bulkheads, c/board case and decks)
Materials for foils and tiller (See Renovating the OK Dinghy)
Softwood for framing, chines, stringers, etc.
As these items would be purchased as a job lot of specials (to ensure freedom from knots, etc.) it should be ordered as follows:
For all chines, frames, c/board case spacers, carlins, etc. :
8 off 20mm x 40mm x 5.1 metre (Dimensions are finished planed all sides)
Stringers, Inwales, Outwales, Deck beam capping, etc. :
10 off 20mm x 20mm x 5.1metre
Keel, Transom, Rudder fitting brace, etc. :
1 off 20mm x 90mm x 5.1metre
Gunwales (Hardwood) :
2 off 30mm x 8mm x 6metre
This allows one spare length of 20mm x 40mm just in case a chine snaps. If a stringer or inwale snaps the 20 x 40 can be cut down to suit. Otherwise there is very little excess, so cut carefully.
The amount quoted for the gunwales allows for doubling up in the sidedeck region.
Procedure
Centreboard, Centreboard Case, and Bulkheads
Geometrically construct the centreboard outline from the parameters given in the plans and cut to the exact measured shape. (The shape of the handle is free.) DO NOT TAKE THE OUTLINE OF ANY COMPONENT directly off the plans. They are not printed on stabilised paper and may shrink or stretch by up to 8mm.
Taking measurements from the small scale plan, plot the centreboard case outline on a sheet of 5mm ply. From this sheet come both sides of the centreboard case, the transom and station 1 and 2 bulkheads. Leave enough wood to allow for trimming at the keel and deck level. Be sure the centre-board will fit the case. The design of the centreboard arm and the height of the deck line should be decided at this stage as the correct operation of the board depends on these fitting together properly. Coat the inside of the centreboard case with a product of your choice, remembering that shortly, these surfaces will never be accessible again. Do not paint over areas where glue is to be applied.
Surface laminates, e.g. Formica or similar lighter weight types, may be used to line the inside of the centreboard case; however, this makes the assembly very heavy so take this into account in your weight calculations. Use Aerolite, Aerodux epoxy or similar for the Formica/wood joints. Do not use contact adhesives.
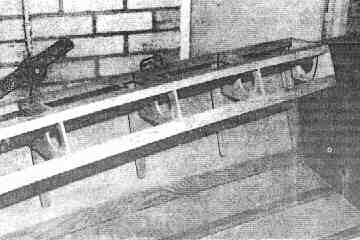
Glue up the case on its 20mm spacers leaving enough wood on all the uprights so that they may later be bolted to the floor in the inverted state at the right height. The bulkheads may be built while waiting for the centreboard case to dry out.
Construct the outline of the station 2 bulkhead allowing for the 6mm of hull skin to be applied later. Cut it out leaving 5mm all round for bevelling purposes. Be sure that the true outline of the bulkhead always remains visible. Glue on the framing as per the plans, leaving sufficient wood on the uprights to be bolted to the floor. Cut the slot for the centreboard case in the station 2 bulkhead. This slot is best cut using a straight edge cramped to the bulkhead as a guide for running the edge of the jig saw along. A bad edge here may throw the case out of square and spoil the boat.
The bulkhead may now be assembled with the centreboard case taking great care to get it square. Remember that the position of the station 2 bulkhead is defined, so be sure to get the case in the right place in the bulkhead. This should be carefully thought about when gluing the bulkhead supports on to the case (above). Extra 2Omm spacers pushed in to the centreboard case will ensure that it does not collapse inwards.
Construct the outlines of the transom and station 1 bulkhead; glue the framing and the rudder fitting supports on to the transom.
From the other two pieces of 5mm ply, come the station 3 bulkhead, the stem and ALL the decks. Set it out accordingly and construct the station 3 bulkhead. Cut the stem as shown on the plans and clad either side of the ply with 20mm softwood. Be sure that the shape conforms with the "station 3.5" measurements (see the measurement diagram), as this dimension is not shown on the plans.
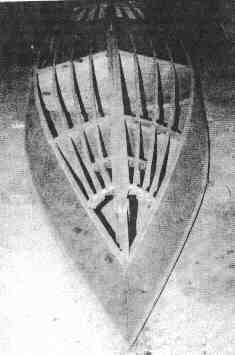
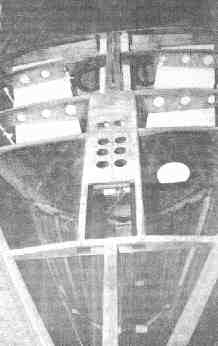
Setting up the Bulkheads
The bulkheads and transom may now be set up on station. Make sure that they are parallel to each other, that they are plumb, that the chines are level (spirit level) and that they are at the correct relative heights. It is vital to get this right or the boat will not be the right shape. Bolt them securely to the floor (or a RIGID wooden framework). Sot up an extra construction strut on the transom so that it is rigid n the fore and aft direction. Set up the stem with enough support to ensure that it is held rigid under the extreme pressure that will be applied to it when the hull panels are bent round on to it. Check everything from the measurement base line, remembering to allow for the panel thickness.
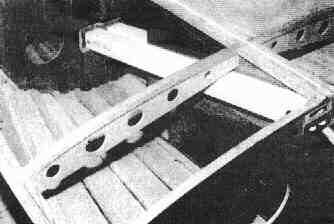
The Hog, Chines and Inwales
Cut the joints for the hog in the transom, stations 1, 2 and 3 and prepare the stem. The position of the hog is defined at the stations, but not over the centreboard case. The joint between the centreboard case and hog often causes problems.
Structurally, the soundest joint to make here is by cutting the slot on the keel and dropping the keel over the centreboard case, such that the case protrudes right through the slot. It is very important that the sides of the slot in the keel are cut straight and true. Removing this material from the keel affects the keel's bend characteristic as it is fitted over station 2, so the keel must be chocked at selected points to ensure a fair curve, otherwise it will form a hard spot over the bulkhead. It is easiest to cut the slot slightly overlength to allow for the change in angle at the ends. The gaps can be filled on gluing up by sliding in veneer "shims". Push 20mm spacers into the case to ensure that it does not collapse inwards during gluing. Drill the hole for the centreboard pivot, and fix the pivot in, if it is to be of the permanent type.
Cut the joints for the chines such that the chine's lateral edge will fall at the correct location and the bulkheads can be planed down accordingly. The inwale is similarly fitted. If the chine stringers are stiff and show signs of kinking when bent across the bulkhead notches, place a small packing of 5mm ply under them at each notch. After the ends have been fitted, the packings are removed and the stringer will then be found to pull into a perfectly fair curve.
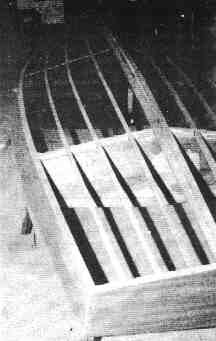
Chamfering the Frame
With the plane, chamfer the keel, chines, inwales and bulkheads to receive the panels. A whippy lathe should be used to check the fairness of the fit. Be sure that any glue line will pull down over its full width. Do not hurry this. Make sure that it is as completely fair as you can make it, as any bumps or hollows in the framing will show up on the finished boat arid you will never be able fully to get them out. Carefully recheck all the measurements as now is the time to put right any mistakes that may have crept in by planing down or gluing on fillets, instead of having to try to alter the skin later.
Cut the joints for any longitudinal stringers (at least two on each side are recommended to stiffen the bottom panel) so that they fit flush in the bulkheads. The stringers will give a good indication of the chamfer necessary on the bulkheads. They should extend from the transom, preferably to the forward mast step bearer. Any hardwood capping on the cockpit length of the stringers should now be applied.
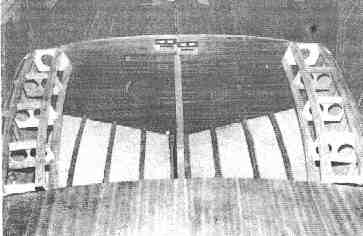
When the whole frame is completely fair, such that when the panels are offered up, there are no gaps, the panels may be applied. Check that there are no kinks in the chines.
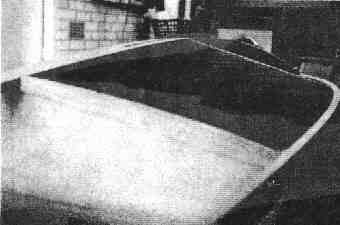
Applying the Skin
The hull skin is cut from the three sheets of 6mm ply. Care must be taken to ensure that all the components can be accommodated. Use a paper pattern matched to the frame as a guide. (Bits of scrap wall-paper do well.)
Scarf up the topside panels, trim closely to size and glue to the frame. Use cramps as needed and screws only where absolutely necessary. The holes must be filled later. It is advisable to fit the topsides first so that the chines are adequately stiffened and do not distort when the bottom panels are pulled down. Very little force is needed when assembling the topsides.
Trim back the chines being careful not to cut down too far or the panel edges will part and crack your paintwork at the chine.
Scarf up the bottom panels. Check them for fit by fixing with screws before gluing up. The lap joint with the topsides should be changed to a buttjoint at or just forward of station 3. This is done using a joggled joint. When a satisfactory fit has been achieved, glue down the panels. To get a good tight glue line usually needs screws placed at 100mm centres especially if the bottom pannels are curved athwartships. If difficulty is experienced with the compound curves forward of station 3, use a block and tackle or similar to assist in pulling the panels down. Screws (or through bolts! ) will be required at approximately 30mm centres forward of station 3.
Trim the chines and transom, remove all the screws and fill the holes and any other gaps with a polyester or epoxy filler (Isopon, Cataloy, West or similar). Do not use stopping or spirit fillers in holes of this size because in due course they always show through the paint work.
Saw through the "legs", remove the supplementary chocks and turn the boat over.
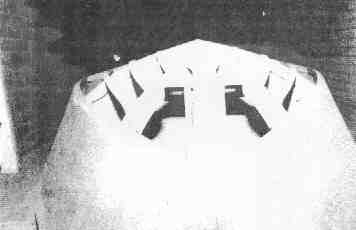
Mast Step (Heel)
This is the most heavily stressed part of the boat. Design and build it accordingly. It is wise to use at least two 3/8" (10mm) stainless steel bolts set right through the keel to hold the step in. Do not use brass bolts in this location as they crack. Unless you are a particularly proficient engineer, build the mast step as shown on the plans. If it fails, your deck goes too. Be sure that all joints are accurate and close fitting.
Decking
Fit the outwale and trim the sheer. (The gunwale rubber goes on after the deck.) Cut any hatches in bulkheads. Plan any under-deck controls and appropriate tubes (see Fitting Out the OK Dinghy). Decide on the side deck design. The side decks usually go on last, but now is the time to decide on the details. The side decks are the second most highly stressed parts, so plan them carefully.
Trim the centreboard case top to the correct height and glue on the deck supports using 20mm spacers to maintain the correct slot width.
Fit the deck beams. There ought to be one immediately forward of the mast hatch in the deck. Lateral members for the mast deck bearing should be keyed into this beam and station 3 bulkhead. The plans show the deck bearing bolted to the top of the deck. A better construction used on most modern boats is to fit the bearing into the hatchway so that it rests more or less flush with the deck. Most metal masts come with the goose neck and mast bearings fitted for a flush deck bearing.
Alt the deck beams and mast step sub-assemblies can be built from "off-cuts" of 6mm ply remaining from the bottom and top side panels, and soft wood from the end of the stringers.
Before gluing in the deck beams, secure the foam buoyancy. The further forward the foam is in the boat the better the bow will be supported, if the boat is holed and flooded.
Fit two beams between stations 2 and 3 and one between the transom and station 1. Check the deck line above the sheer at the mast.
If you are in the habit of walking around on the deck, or sitting on the decks in light weather, longitudinal members ought to be considered. Fair in the deck framing.
Cut out the decks using patterns as necessary. There is not much room for error here. Paint or varnish the undersides of the decks and the insides of the tanks, keeping the glue lines clear of paint.
Fit the side decks, having made sure they fit you, and that they will satisfy a strict measurer. Be sure all the side deck measurement rules are fully understood.
Trim the deck edges and fit the gunwale capping.
Construct the rudder and tiller. The rake of the rudder is controlled.
Finally, rub down, paint, varnish and fit out your boat with care, Painting manuals are available from most large paint manufacturers. Fitting out is the subject of another data sheet.
Illustrations
- Cutting Diagram 1 (6K)
- Cutting Diagram 2 (5K)
- Cutting Diagram 3 (6K)
- Cutting Diagram 4 (5K)
- Cutting Diagram 5 (4K)
- Picture 1 (8K)
- Picture 2 (8K)
- Picture 3 (9K)
- Picture 4 (7K)
- Picture 5 (5K)
- Picture 6 (7K)
- Picture 7 (8K)
- Picture 8 (8K)
- Picture 9 (7K)
- Picture 10 (8K)
- Picture 11 (7K)
- Picture 12 (11K)
- Picture 13 (7K)
- Picture 14 (8K)
- Picture 15 (7K)
- Picture 16 (6K)
- Picture 17 (11K)
- Picture 18 (10K)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Note
Though this Guide covers only one, traditional, building method in wood, it remains a sound and workmanlike description of the job. Since the article was written, epoxy resins are commonly used as both a glue and a surface coating. See Volume 5, Building Tougher Wooden Boats, for more information.